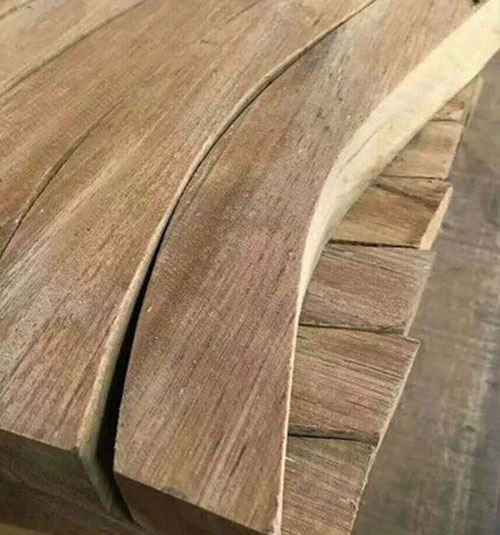
承接园林古建木材加工、锯板、车圆、刨光
快盈IVwelcome防腐、碳化、异形制作安装施工等
全国销售热线
18059960088
13615988800
快盈IVwelcome防腐、碳化、异形制作安装施工等
全国销售热线
18059960088
13615988800
巴新木业 - 根据客户特殊要求,接受样品定制
诚信务实 创新求精 合作共赢























快盈IVwelcome让您提高效率 / 降低成本

快盈IVwelcome 巴新木业的所有木材原料均选用进口原木、板材,与国外排名前列的木材商合作。确保木材的质量,不做一次性生意,不用低价冲击市场。我们相信口碑的传播力。

张家港巴新木业有限公司是一家专业从事户外防腐木结构工程、户外园林景观等木结构加工,提供生产、销售、制作和安装的一条龙服务。一直专注于高品质木材的研发制造,只为做品质第一的木材厂家。

公司坚持创新模式,制定“客户至上 诚信经营 互利互赢”的经营理念,为广大客户提供充足的货源,稳定的质量,优质的服务。接受各种木材加工要求,选料,加工,配送一条龙服务。

快盈IVwelcome 本公司拥有专业化的加工团队,大批技术先进的木材加工设备:四套大锯、三台四面刨、两台防腐罐、卧锯两台,车圆机3台等异行加工设备。只为打造高质量木材标准,为各行各业提供更好的产品。
快盈IVwelcome感谢广大用户对我们的长期支持






快盈IVwelcomeabout baxin

张家港巴新木业有限公司是一家专业从事户外防腐木结构工程、户外园林景观等木结构加工,提供生产、销售、制作和安装的一条龙服务。
印尼菠萝格进口板材、巴新菠萝格进口板材、进口原木销售、定尺板材销售
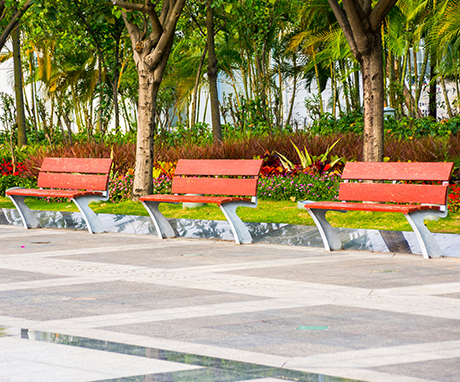
承接工程:木屋别墅、古建、凉亭、葡萄架花架、防腐木廊架、防腐木地板 、护栏等
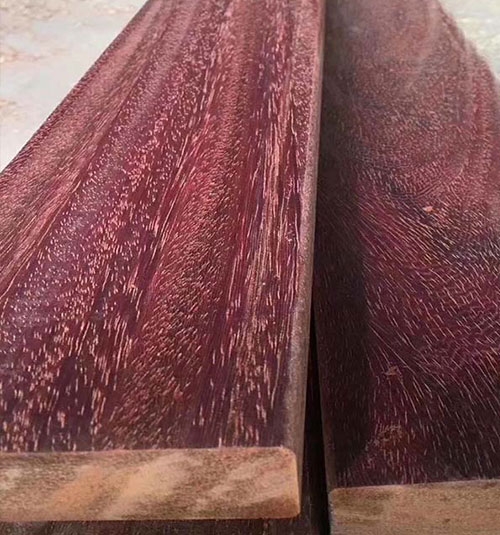
主营木材:印尼菠萝格、非洲菠萝格、南美菠萝格、柳桉木、巴劳木、美国南方松、美国花旗松、樟子松、硬木等
快盈IVwelcome专注木材加工 为各行业提供优质专业服务









News and information